In the U.S., tritium for nuclear weapons was one of several products produced by the Atomic Energy Commission (AEC) and its successor, the Department of Energy (DOE), during the Cold War. The machines for tritium production were water-cooled, graphite-moderated production reactors in Hanford, Washington, and heavy water cooled and moderated production reactors at the Savannah River Plant (SRP, now Savannah River Site, SRS) in South Carolina. Lithium “targets,” containing enriched lithium-6 produced at the Y-12 Plant in Oak Ridge Tennessee, were irradiated in these reactors to produce tritium. Later, tritium was extracted from the targets, purified and packaged for use in nuclear weapons in separate facilities, initially at Hanford and Los Alamos and later at Savannah River.
Today, tritium for the U.S. nuclear weapons stockpile is produced in light water cooled and moderated commercial pressurized water reactors (PWRs) owned and operated by the Tennessee Valley Authority (TVA). Tritium is extracted from the targets, purified and packaged for use in nuclear weapons at the Savannah River Site (SRS).
The following three timelines provide details on tritium production activities in the Cold War nuclear weapons complex:
Under the Manhattan Project and through the Cold War, the U.S. developed and operated a dedicated nuclear weapons complex that performed all of the functions needed to transform raw materials into complete nuclear weapons. After the end of the Cold War (circa 1991), U.S. and Russian nuclear weapons stockpiles were greatly reduced. In the U.S., the nuclear weapons complex contracted and atrophied, with some functions being discontinued as the associated facilities were retired without replacement, while other functions continued at a reduced level, many in aging facilities.
In its current state, the U.S. nuclear weapons complex is struggling to deliver an adequate supply of tritium to meet the needs specified by the National Nuclear Security Administration (NNSA) for “stockpile stewardship and maintenance,” or in other words, for keeping the nuclear weapons in the current, smaller stockpile safe and operational. Key issues include:
There have been no dedicated tritium production reactors operating since 1988. Natural radioactive decay has been steadily reducing the existing inventory of tritium.
Commercial light water reactors (CLWRs) have been put into dual-use service since 2003 to produce tritium for NNSA while generating electric power that is sold commercially. The current tritium production rate needs to increase significantly to meet needs.
There has been a continuing decline in the national inventory of “unobligated” (i.e., free from peaceful use obligations) low-enriched uranium (LEU) and high-enriched uranium (HEU). This unobligated uranium can be used for military purposes, such as fueling the dual-use tritium production reactors.
There has been no “unobligated” U.S. uranium enrichment capability since 2013. The technology for a replacement enrichment facility has not yet been selected.
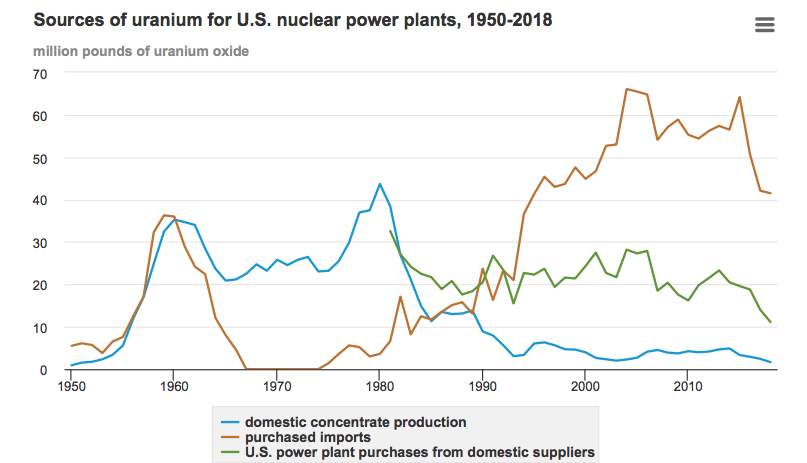
The U.S. domestic uranium production industry has declined to a small fraction of the capacity that existed from the mid-1950s to the mid-1980s. About 10% of uranium purchases in 2018 were from U.S. suppliers, and 90% came from other countries. NNSA’s new enrichment facility will need a domestic source of natural uranium.
There has been no operational lithium-6 production facility since the late 1980s.
There has been a continuing decline in the national inventory of enriched lithium-6, which is irradiated in “targets” to produce tritium.
Only one tritium extraction facility exists.
The U.S. nuclear weapons complex for tritium production is relatively fragile, with several milestone dates within the next decade that must be met in order to reach and sustain the desired tritium production capacity. There is little redundancy within this part of the nuclear weapons complex. Hence, tritium production is potentially vulnerable to the loss of a single key facility.
This complex story is organized in this post as follows.
Two key materials – Tritium and Lithium
Cold War tritium production
Hanford Project P-10 (later renamed P-10-X) for tritium production (1949 to 1954)
Hanford N-Reactor Coproduct Program for tritium production (1963 to 1967)
Savannah River Plant tritium production (1954 to 1988)
Synopsis of U.S. Cold War tritium production
The Interregnum of U.S Tritium Production (1988 to 2003)
New Production Reactor (NPR) Program
Accelerator Tritium Production (ATP)
Tritium recycling
The U.S. commercial light water reactor (CLWR) tritium production program (2003 to present)
Structure of the CLWR program
What is a TPBAR?
Operational use of TPBARs in TVA reactors
Where will the uranium fuel for the TVA reactors come from?
Tritium, or hydrogen-3, is naturally occurring in extremely small quantities (10-18 percent of naturally occurring hydrogen) or it can be artificially produced at great cost. The current tritium price is reported to be about $30,000 per gram, making it the most expensive substance by weight in the world today.
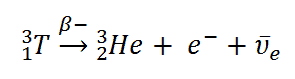
Tritium is a radioactive isotope of hydrogen with a half-life of 12.32 years. Tritium decays into helium-3 by means of negative beta decay, which also produces an electron (e–) and an electron antineutrino, as shown below.
Source: nuclear-power.net
Tritium is an important component of thermonuclear weapons. The tritium is stored in a small, sealed reservoir in each warhead.
With its relatively short half-life, the tritium content of the reservoir is depleted at a rate of 5.5% per year and must be replenished periodically. In 1999, DOE reported in DOE/EIS-0271 that none of the weapons in the U.S. nuclear arsenal would be capable of functioning as designed without tritium.
During the Cold War-era, the Atomic Energy Commission (AEC, and its successor in 1977, the Department of Energy, DOE) produced tritium for nuclear weapons in water-cooled, graphite-moderated production reactors in Hanford, Washington and in heavy water cooled and moderated production reactors at the Savannah River Plant (SRP, now Savannah River Site, SRS) in South Carolina. These reactors also produced plutonium, polonium and other nuclear materials. All of these production reactors were dedicated defense reactors except the dual-use Hanford-N reactor, which also could produce electricity for sale to the commercial power grid.
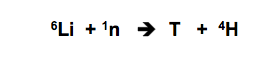
Tritium is produced by neutron absorption in a lithium-6 atom, which splits to form an atom of tritium (T) and an atom of helium-4. This process is shown below.
Natural lithium is composed of two stable isotopes; about 7.5% lithium-6 and 92.5% lithium-7. To improve tritium production, lithium-6 and lithium-7 are separated and the enriched lithium-6 is used to make “targets” that will be irradiated in nuclear reactors to produce tritium. The separated, enriched lithium-7 is a valuable material for other nuclear applications because of its very low neutron cross-section. Oak Ridge Materials Chemistry Division initiated work in 1949 to find a method to separate the lithium isotopes, with the primary goal of producing high purity lithium-7 for use in Aircraft Nuclear Propulsion (ANP) reactors.
Lithium-6 enrichment process development with a focus on tritium production began in 1950 at the Y-12 Plant in Oak Ridge, Tennessee. Three different enrichment processes would be developed with the goal of producing highly-enriched (30 to 95%) lithium-6: electric exchange (ELEX), organic exchange (OREX) and column exchange (COLEX). Pilot process lines (pilot plants) for all three processes were built and operated between 1951 and 1955.
Production-scale lithium-6 enrichment using the ELEX process was conducted at Y-12 from 1953 to 1956. The more efficient COLEX process operated at Y-12 from 1955 to 1963. By that time, a stockpile of enriched lithium-6 had been established at Oak Ridge, along with a stockpile of unprocessed natural lithium feed material.
The enriched lithium-6 material produced at Y-12 was shipped to manufacturing facilities at Hanford and Savannah River and incorporated into control rods and target elements that were inserted into a production reactor core and irradiated for a period of time.
After irradiation, these control rods and target elements were removed from the reactor and processed to recover the tritium that was produced. The recovered tritium was purified and then mixed with a specified amount of deuterium (hydrogen-2, 2H or D) before being loaded and sealed in reservoirs for nuclear weapons.
Tritium production at Hanford ended in 1967 and at Savannah River in 1988. The U.S. had no source of new tritium production for its nuclear weapons program between 1988 and 2003. During that period, tritium recycling from retired weapons was the primary source of tritium for the weapons remaining in the active stockpile. Finally, in 2003, the nation’s new replacement source of tritium for nuclear weapons started coming on line.
3. Cold War Tritium Production
3.1 Hanford Project P-10 (later renamed P-10-X) for tritium production (1949 to 1954)
The industrial process for producing plutonium for WW II nuclear weapons was conceived and built as part of the Manhattan Project. On 21 December 1942, the U.S. Army issued a contract to E. I. Du Pont de Nemours and Company (DuPont), stipulating that DuPont was in charge of designing, building and operating the future plutonium plant at a site still to be selected. The Hanford, Washington, site was selected in mid-January 1943.
Starting in 1949, the earliest work involving tritium production by irradiation of lithium targets in nuclear reactors was performed at Hanford under Project P-10 (later renamed P-10-X). By this time, DuPont had built and was operating four water-cooled, graphite-moderated production reactors at Hanford: B and D Reactors (1944), F Reactor (1945) and H Reactor (1949). Project P-10-X involved only the B and H Reactors, which were modified for tritium production.
Tritium was recovered from the targets in Building 108-B, which housed the first operational tritium extraction process line in the AEC’s nuclear weapons complex. The thermal extraction process employed started with melting the target material in a vacuum furnace and then collecting and purifying the tritium drawn off in the vacuum line. This tritium product was sent to Los Alamos for further processing and use.
Hanford site 100-B area. B Reactor is the tiered building near the center of the photo. The much smaller 108-B tritium extraction process line building is sitting alone on the right. Source: atomicarchive.com
Project P-10-X provided the initial U.S. tritium production capability from 1949 to 1954 and supplied the tritium for the first U.S. test of a thermonuclear device, Ivy Mike, in November 1952. Thereafter, most tritium production and all tritium extractions were accomplished at the Savannah River Plant.
DOE reported: “During its five years of operation, Project P-10-X extracted more than 11 million Curies (Ci) of tritium representing a delivered amount of product of about 1.2 kg.” For more details, see the report PNNL-15829, Appendix D: “Tritium Inventories Associated with Tritium Production,” which is available here:
3.2. Hanford N-Reactor Coproduct Program for tritium production (1963 to 1967)
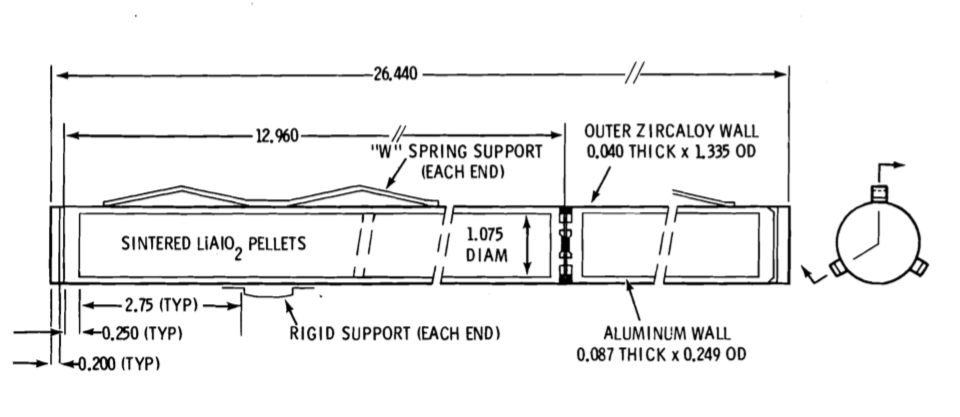
This was a tritium production technology development program conducted in the mid-1960s. Its primary aim was not to produce tritium for the U.S. nuclear weapons program, but rather to develop technologies and materials that could be applied in tritium breeding blankets in fusion reactors. After an extensive review of candidate lithium-bearing target materials, the high melting point ceramic lithium aluminate (LiAlO2) was chosen.
Several fuel-target element designs were tested in-reactor, culminating in October 1965 with the selection of the “Mark II” design for use in the full-reactor demonstration. Targets were double-clad cylindrical elements with a lithium aluminate core. The first cladding layer was 8001 aluminum; the second (outer) cladding layer was Zircaloy-2.
Hanford N Coproduct Target Element. Source: BNWL-2097
During the N Reactor coproduct demonstration, four distinct production tests were run, the first two with small numbers of fuel and target columns being irradiated, and the last two runs with over 1,500 fuel and target columns containing about 17 tons LiAlO2. The last production test, PT-NR-87, recorded the highest N Reactor power level by operating at 4,800 MWt for 31 hours.
The irradiated target elements were shipped to SRP for tritium extraction using a thermal extraction process defined jointly by Pacific Northwest Laboratory (PNL, now Pacific Northwest National Laboratory, PNNL) and Savannah River Laboratories (SRL). The existing tritium extraction vacuum furnaces at SRP were used.
This completed the Hanford N Reactor Coproduct Program.
More details are available in PNNL report BNWL-2097, “Tritium Production from Ceramic Targets: A Summary of the Hanford Coproduct Program,” which is available at the following link:
This program provided important experience related to lithium aluminate ceramic targets for tritium production.
3.3. Savannah River Plant tritium production (1954 to 1988)
The Savannah River Plant (SRP) was designed in 1950 primarily for a military mission to produce tritium, and secondarily to produce plutonium and other special nuclear materials, including Pu-238. DuPont built five dedicated production reactors at the SRP and became operational between 1953 and 1955: the R reactor (prototype) and the later P, L, K and C reactors.
In 1955, the original maximum power of C Reactor was 378 MWt. With ongoing reactor and system improvements, C Reactor was operating at 2,575 MWt in 1960, and eventually was rated for a peak power of 2,915 MWt in 1967. The other SRP production reactors received similar reactor and system improvements. The increased reactor power levels greatly increased the tritium production capacity at SRP. You’ll find SRP reactor operating power history charts in Chapter 2 of “The Savannah River Site Dose Reconstruction Project -Phase II,” report at the following link:
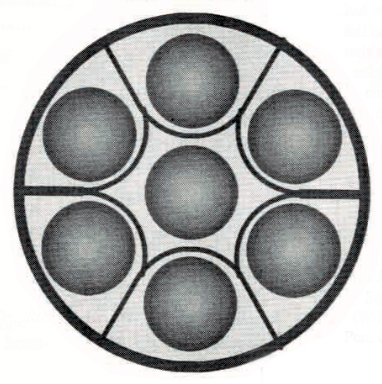
Enriched lithium-6 product was sent from the Oak Ridge Y-12 Plant to SRP Building 320-M, where it was alloyed with aluminum, cast into billets, extruded to the proper diameter, cut to the required length, canned in aluminum and assembled into control rods or “driver” fuel elements.From 1953 to 1955, tritium was produced only in control rods. Lithium-aluminum alloy target rods (“producer rods”) were installed in the septifoil (7-chambered) aluminum control rods in combination with cadmium neutron poison rods to get the desired reactivity control characteristics.
Cross-section of a septifoil control rod. Source: The Savannah River Site at Fifty (1950 – 2000), Chapter 13
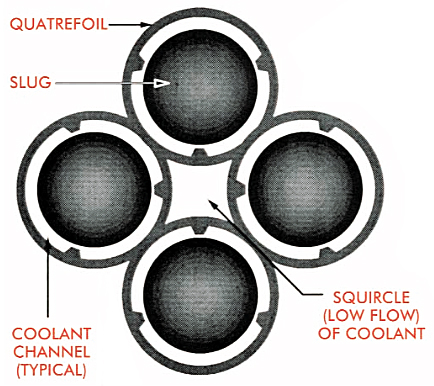
Starting in 1955, enriched uranium “driver” fuel cylinders and lithium target “slugs” were assembled in a quatrefoil (4-chambered) configuration, which provided much more target mass in the core for tritium production.
Cross-section of a quatrefoil driver fuel / target element. Source: The Savannah River Site at Fifty (1950 – 2000), Chapter 13
Enriched uranium drivers were extruded in Building 320-M until 1957, after which they were produced in the newly constructed Building 321-M. Production rate varied with the needs of the reactors, peaking in 1983, when the operations in Building 321-M went to 24 hours a day. Manufacturing ceased in 1989 after the last production reactors, K, L and P, were shut down.
K Reactor was operated briefly, and for the last time, in 1992 when it was connected to a new cooling tower that was built in anticipation of continued reactor operation. K Reactor was placed in cold-standby in 1993, but with no planned provision for restart as the nation’s last remaining source of new tritium production. In 1996, K Reactor was permanently shut down.
3.4. Synopsis of U.S. Cold War tritium production
The Federation of American Scientists (FAS) estimated that the total U.S. tritium production (uncorrected for radioactive decay) through 1984 was about 179 kg (about 396 pounds).
DOE reported a total of 10.6 kg (23.4 pounds) of tritium was produced at Hanford:
About 1.2 kg (2.7 pounds) was produced at the B and H Reactors during Project P-10-X.
The balance of Hanford production (9.4 kg, 20.7 pounds) is attributed to N Reactor operation during the Coproduct Program.
The majority of U.S. tritium production through 1984 occurred at the Savannah River Plant: about 168.4 kg (371.3 pounds).
4. The Interregnum of U.S Tritium Production (1988 – 2003)
DOE had shut down all of its Cold War-era production reactors. Tritium production at Hanford ended in 1967 and at Savannah River in 1988, leaving the U.S. temporarily with no source of new tritium for its nuclear weapons program. At the time, nobody thought that “temporary” meant 15 years (a period I call the “Interregnum”).
DOE’s search for new production capacity focused on four different reactor technologies and one particle accelerator technology. During the Interregnum, the primary source of tritium was from recycling tritium reservoirs from nuclear weapons that had been retired from the stockpile. This worked well at first, but tritium decays.
4.1 New Production Reactor (NPR) Program
From 1988 to 1992, DOE conducted the New Production Reactor (NPR) Program to evaluate four candidate technologies for a new generation of production reactors that were optimized for tritium production, but with the option to produce plutonium:
Heavy water cooled and moderated reactor (HWR)
High-temperature gas-cooled reactor (HTGR)
Light water cooled and moderated reactor (LWR)
Liquid metal reactor (LMR)
Three candidate NPR sites were considered:
Savannah River Site
Idaho National Engineering Laboratory (INEL, now INL)
Hanford Site
The NPR schedule goal was to have the new reactors start tritium production within 10 years after the start of conceptual design. Details on this program are available in DOE/NP-0007P, “New Production Reactors – Program Plan,” dated December 1990, which is available here: https://www.osti.gov/servlets/purl/6320732
The NPR program was cancelled in September 1992 (some say “deferred”) after DOE failed to select a preferred technology and failed to gain Congressional budgetary support for the program, at least in part due to the end of the Cold War.
DOE continued evaluating other options for tritium production, including commercial light water reactors (CLWRs) and accelerator tritium production (ATP).
4.2 Accelerator Tritium Production (ATP)
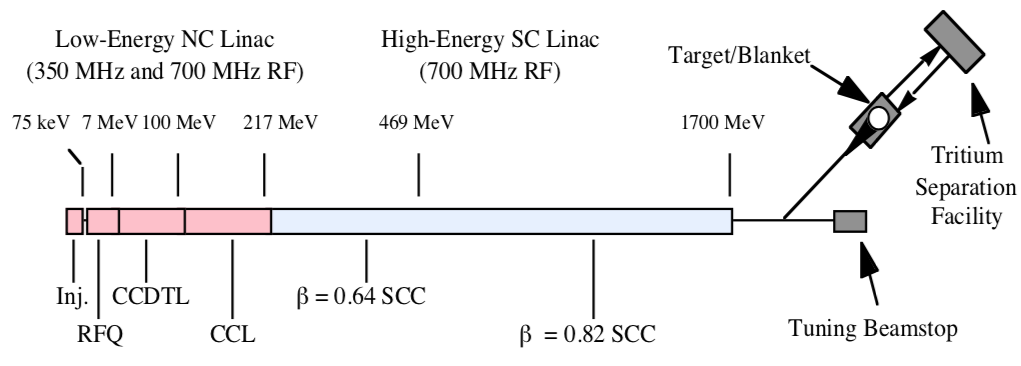
A candidate ATP design developed by Los Alamos National Laboratory (LANL) was based on a 1,700 MeV (million electron volt) linear accelerator that produced a 170 MW / 100 mA continuous proton beam. The ATP total electric power requirement was 486 MWe. The general arrangement of the ATP is shown in the following diagrams.
General arrangement of the ATP. Source: LANL
In this diagram, beam energy is indicated along the linear accelerator, increasing to the right and reaching a maximum of 1,700 MeV just before entering a magnetic switch that diverts the beam to the target/blanket or allows to beam to continue straight ahead to a tuning backstop.
Details of the Target / Blanket System. Source: LANL
The Target / Blanket System operates as follows:
The continuous proton beam is directed onto a tungsten target surrounded by a lead blanket, generating a huge flux of spallation neutrons.
Tubes filled with Helium-3 gas are located adjacent to the tungsten and within the lead blanket.
The spallation neutrons created by the energetic protons are moderated by the lead and cooling water and are absorbed by Helium-3 to create about 40 tritium atoms per incident proton.
The tritium is continuously removed from the Helium-3 gas in a nearby Tritium Separation Facility.
The unique feature of on-line, continuous tritium collection eliminates the time and processing required to extract tritium from the target elements used in production reactors.
ATP ultimately was rejected by DOE in December 1998 in favor of producing tritium in a commercial light water reactor (CLWR).
After the end of the Cold War, both the U.S. and Russia greatly reduced their respective stockpiles of nuclear weapons, as shown in the following chart.
Source: Wikipedia
The decommissioning of many nuclear weapons created an opportunity for the U.S. to temporarily maintain an adequate supply of tritium by recycling the tritium from the reservoirs no longer needed in warheads being retired from service. However, by 2020, after 32 years of exponential decay at a rate of 5.5% per year, the 1988 U.S. tritium inventory had decayed to only about 17% of the inventory in 1988, when the DOE stopped producing tritium. You can check my math using the following exponential decay formula:
y = a (1-b)x
where:
y = the fractional amount remaining after x periods
a = initial amount = 1
b = the decay rate per period (per year) = 0.055
x = number of periods (years) = 32
Recycling tritium from retired and aged reservoirs and precisely reloading reservoirs for installation in existing nuclear weapons are among the important functions performed today at DOE’s Savannah River Site (SRS). But, clearly, there is a point in time where simply recycling tritium reservoirs is no longer an adequate strategy for maintaining the current U.S. stockpile of nuclear weapons. A source of new tritium for military use was required.
5. The U.S. commercial light water reactor (CLWR) tritium production program (2003 to present)
In December 1998, Secretary of Energy Bill Richardson announced the decision to select commercial light water reactors (CLWRs) as the primary tritium supply technology, using government-owned Tennessee Valley Authority (TVA) reactors for irradiation services. A key commitment made by DOE was that the reactors would be required to use U.S.-origin low-enriched uranium (LEU) fuel. In their September 2018 report R45406, the Congressional Research Service noted: “Long-standing U.S. policy has sought to separate domestic nuclear power plants from the U.S. nuclear weapons program – this is not only an element of U.S. nuclear nonproliferation policy but also a result of foreign ‘peaceful-use obligations’ that constrain the use of foreign-origin nuclear materials.”
5.1 Structure of the CLWR program
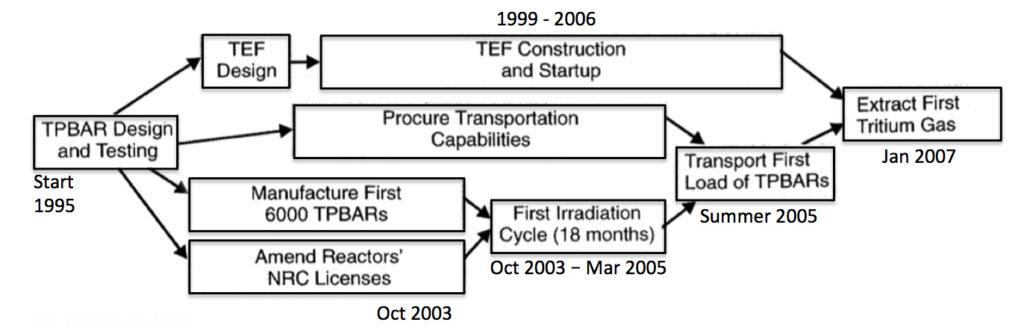
The current U.S. CLWR tritium production capability was deployed in about 12 years, between 1995 and 2007, as shown in the following high-level program plan.
CLWR tritium production program plan. Source: adapted from NNSA 2001
Since early 2007, NNSA has been getting its new tritium supply for nuclear stockpile maintenance from tritium-producing burnable absorber rods (TPBARs) that have been irradiated in the slightly-modified core of TVA’s Watts Bar Unit 1 (WBN 1) nuclear power plant, which is a Westinghouse commercial pressurized water reactor (PWR) licensed by the U.S. Nuclear Regulatory Commission (NRC).
TVA’s Watts Bar nuclear power plant. Source: Oak Ridge Today, 13 Feb 2019
The NRC’s June 2005 “Backgrounder” entitled, “Tritium Production,” provides a good synopsis of the development and nuclear licensing work that led to the approval of TVA nuclear power plants Watts Bar Unit 1 and Sequoyah Units 1 and 2 for use as irradiation sources for tritium production for NNSA. You find the NRC Backgrounder here:
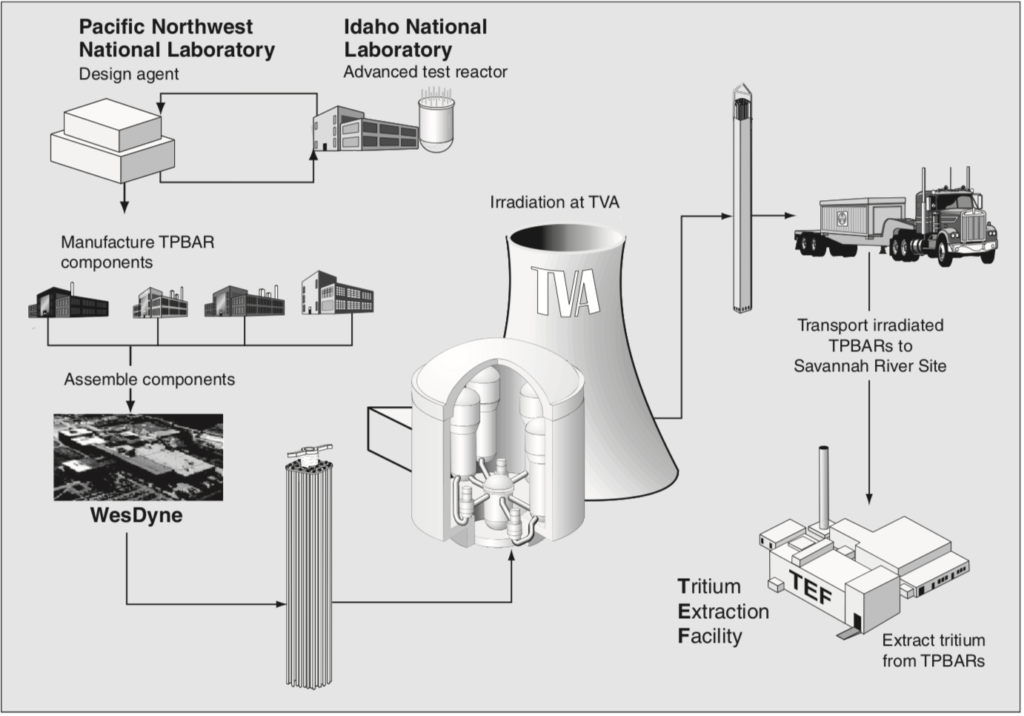
The CLWR tritium production cycle is shown in the following NNSA diagram. Not included in this diagram are the following:
Supply of U.S.-origin LEU for the fuel elements.
Production of fuel elements using this LEU
Management of irradiated fuel elements at the TVA reactor sites
The current U.S. tritium production cycle. Source: NNSA and Art Explosion via GAO-11-100
PNNL is the TPBAR design authority (agent) and is responsible for coordinating irradiation testing of TPBAR components in the Advanced Test Reactor (ATR) at the Idaho National Laboratory (INL). Production TPBAR components are manufactured by several contractors in accordance with specifications from PNNL, with WesDyne International responsible for assembling the complete TPBARs in Columbia, South Carolina. When needed, new TPBARs are shipped to TVA for installation in a designated reactor during a scheduled refueling outage and then irradiated for 18 months, until the next refueling outage. After being removed from the reactor, the irradiated TPBARs are allowed to cool at the TVA nuclear power plant for a period of time and then are shipped to the Savannah River Site.
SRS is the only facility in the nuclear security complex that has the capability to extract, recycle, purify, and reload tritium. Today, the Savannah River Tritium Enterprise (SRTE) is the collective term for the facilities, people, expertise, and activities at the SRS related to tritium production. SRTE is responsible for extracting new tritium from irradiated TPBARs at the Tritium Extraction Facility (TEF) that became operational in January 2007. They also are responsible for recycling tritium from reservoirs of existing warheads. The existing Tritium Loading Facility at SRS packages the tritium in sealed reservoirs for delivery to DoD. You’ll find the SRTE fact sheet at the following link:
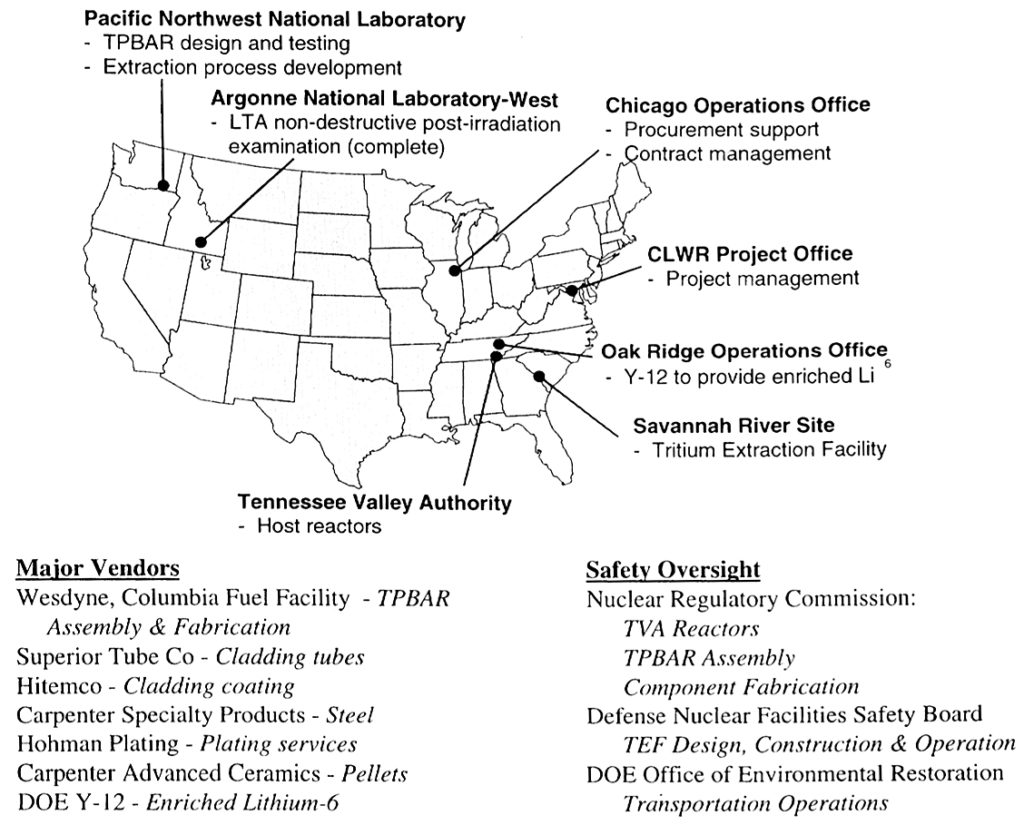
Program participants and their respective roles are identified in the following diagram.
The current U.S. tritium production program participants. Source: NNSA 2001
5.2 What is a TPBAR?
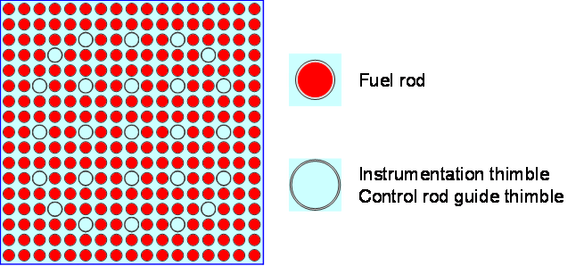
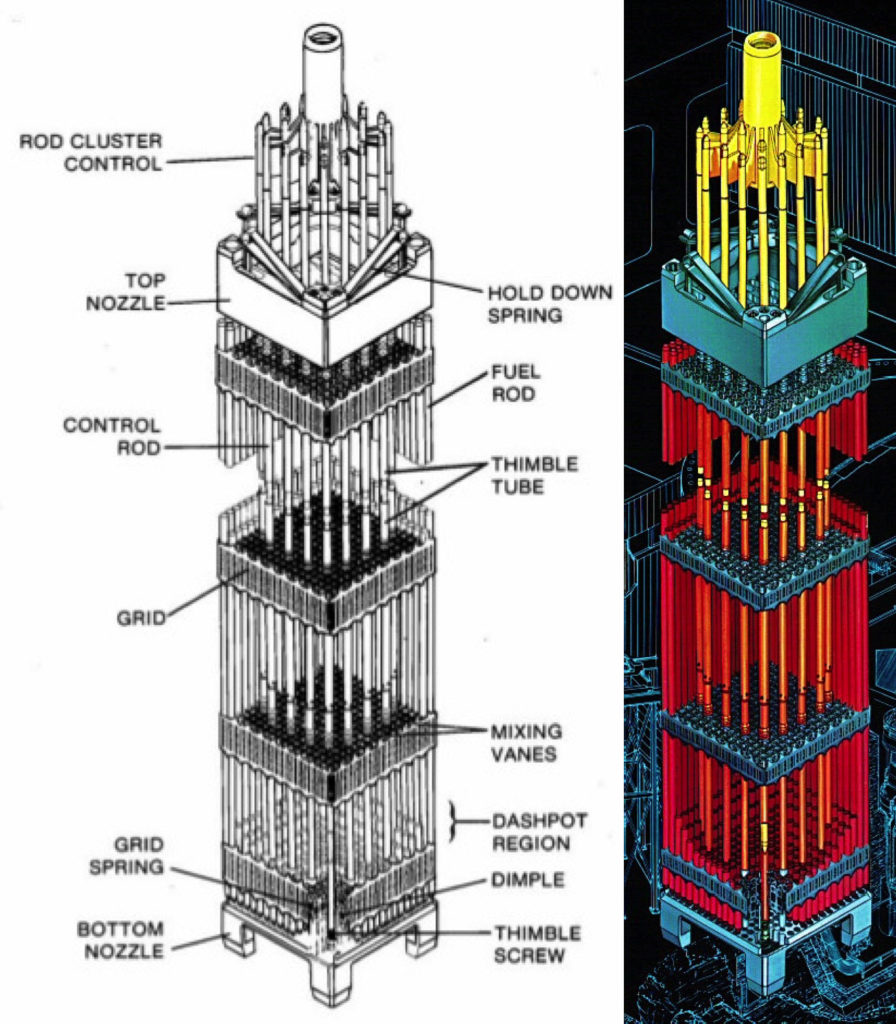
The reactor core in a Westinghouse commercial four-loop PWR like Watts Bar Unit 1 approximates a right circular cylinder with an active core measuring about 14 feet (4.3 meters) tall and 11.1 feet (3.4 meters) in diameter. The reactor core has 193 fuel elements, each of which is comprised of a 17 x 17 square array of 264 small-diameter, fixed fuel rods and 25 small-diameter empty thimbles, 24 of which serve as guide thimbles for control rods and one is an instrumentation thimble.
Rod cluster control assemblies (RCCAs) are used to control the reactor by moving arrays of small-diameter neutron-absorbing control rods into or out of selected fuel elements in the reactor core. Watts Bar has 57 RCCAs, each comprised of 24 Ag-In-Cd (silver-indium-cadmium) neutron-absorbing rods that fit into the control rod guide thimbles in selected fuel elements. Each RCCA is controlled by a separate control rod drive mechanism. The geometries of a Westinghouse 17 x 17 fuel element and the RCCA are shown in the following diagrams.
Cross-sectional view of a single Westinghouse 17 x 17 fuel element showing the lattice positions assigned to fuel rods (red) andthe thimbles available for instrumentation and control rods (blue).Source: Syeilendra Pramuditya Isometric view of a Westinghouse 17 x 17 fuel element showing the fixed fuel rods (red) and a rod cluster control assembly (yellow) that can be inserted or withdrawn for reactivity control. Sources: (L) Framatom ANP report BAW-10237, May 2001; (R) Westinghouse via NuclearTourist
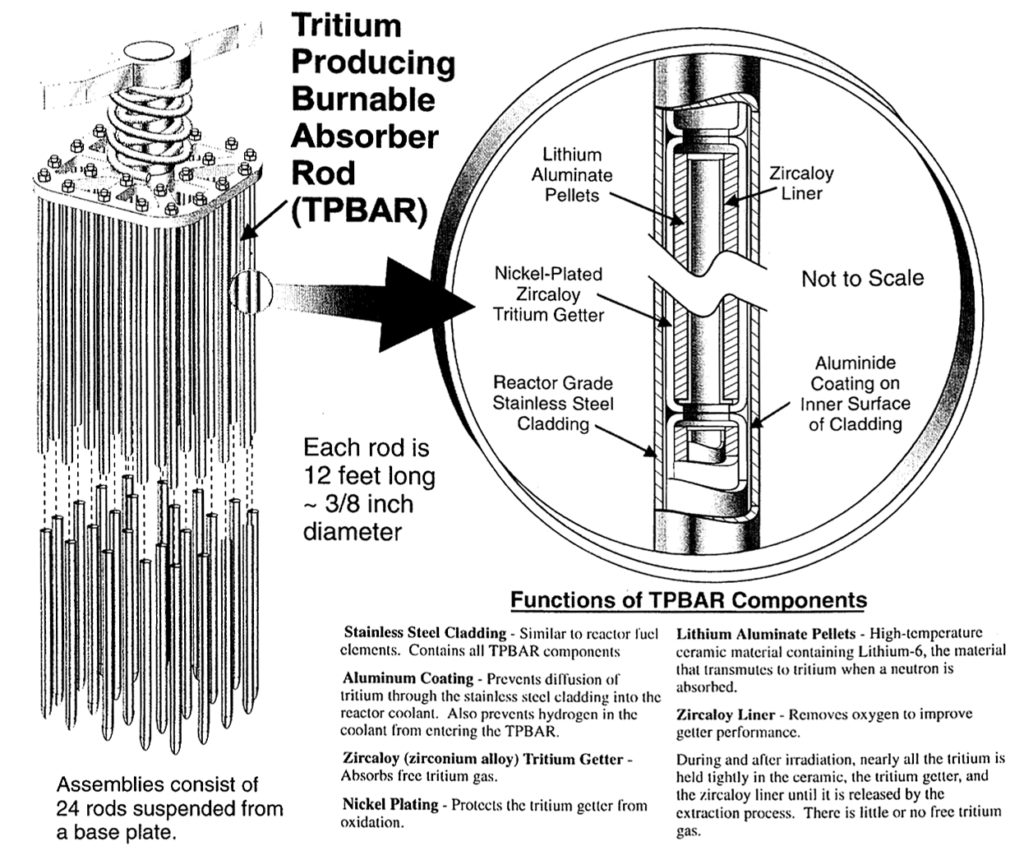
To produce tritium in a Westinghouse PWR core, lithium-6 targets, in the form of lithium aluminate (LiAlO2) ceramic pellets, are inserted into the core and irradiated. This is accomplished with the tritium-producing burnable absorber rods (TPBARs), each of which is a small-diameter rod (a “rodlet”) that externally looks quite similar to a single control rod in an RCCA. During one typical 18-month refueling cycle (actually, up to 550 equivalent full power days), the tritium production per rod is expected to be in a range from 0.15 to 1.2 grams. The ceramic lithium aluminate target is similar to the targets developed in the mid-1960s and used during the Hanford N-Reactor Coproduct Program for tritium production.
A TPBAR “feed batch” assembly generally resembles the shape of an RCCA, but with 12 or 24 TPBAR rodlets in place of the control rods. The feed batch assembly is a hanging structure supported by the top nozzle adapter plate of the fuel assembly and the TPBAR rodlets are hanging in the guide thimble tubes of the fuel assembly. The feed batch assembly does not move after it has been installed in the reactor core.
Since lithium-6 is a strong neutron absorber, the TPBAR functions in the reactor core in a manner similar to fixed burnable absorber rods, which use boron-10 as their neutron absorber. The reactivity worth of the TPBARs is slightly greater than the burnable absorber rods.
In 2001, Framatome ANP issued Report BAW-10237, “Implementation and Utilization of Tritium Producing Burnable Absorber Rods (TPBARS) in Sequoyah Units 1 and 2.” This report provides a good description of the modified core and TPBARs as they would be applied for tritium production at the Sequoyah nuclear plant. Watts Bar should be similar. The report is here:
The feed batch assembly and TPBAR rodlet configurations are shown in the following diagram.
TPBAR feed batch assembly (left); details of an individual TPBAR and target pellet (right). Source: NNSA 2001
TPBARs were designed for a low rate of tritium permeation from the target pellets, through the cladding and into the primary coolant water. Tritium permeation performance was expected to be less than 1.0 Curie/one TPBAR rod/year. With an assumed maximum of 2,304 TPBARs in the reactor core, the NRC initially licensed Watts Bar Unit 1 for a maximum annual tritium permeation of 2,304 Curies / year.
5.3. Operational use of TPBARs in TVA reactors
NRC issued WBN 1 License Amendment 40 in September 2002, approving the irradiation of up to 2,304 TPBARs per operating cycle.
For the first irradiation cycle (Cycle 6) starting in the autumn of 2003, TVA received NRC approval to operate with only 240 TPBARs because of issues related to Reactor Coolant System (RCS) boron concentration. Actual TPBAR performance during Cycle 6 demonstrated a significantly higher rate of tritium permeation than expected; reported to be about 4.0 Curies/one TPBAR/cycle.
TVA’s short-term response was to limit the number of TPBARs per core load to 240 in Cycles 7 and 8 to ensure compliance with its NRC license limits on tritium release. In their 30 January 2015 letter to TVA, NRC stated, “….the primary constraint on the number of TPBARs in the core is the TPBAR tritium release per year of 2,304 Curies per year.” This guidance gave TVA some flexibility on the actual number of TPBARs that could be irradiated per cycle. This NRC letter is available here: https://www.nrc.gov/docs/ML1503/ML15030A508.pdf
PNNL’s examinations of TPBARs revealed no design or production flaws. Nonetheless, PNNL developed design modifications intended to improve tritium permeation performance. These changes were implemented by the manufacturing contractors, resulting in the Mark 9.2 TPBAR, which was first used in 2008 in WBN 1 Cycle 9. PNNL also is conducting an ongoing irradiation testing programs in the Advanced Test Reactor (ATR) at INL, with the goal of finding a technical solution for the high permeation rate. You’ll find details on this program in a 2013 PNNL presentation at the following link: https://www.energy.gov/sites/prod/files/2015/08/f26/Senor%20-%20TMIST-3%20Irradiation%20Experiment.pdf
In October 2010, the General Accounting Office (GAO) reported: “no discernable improvement in TPBAR performance was made and tritium is still permeating from the TPBARs at higher-than-expected rates.” This GAO report is available here: https://www.gao.gov/products/GAO-11-100
In response to the high tritium permeation rate, the irradiation management strategy was revised based on an assumed permeation rate of 5.0 Curies per TPBAR per year (five times the original expected rate). Even at this higher permeation rate, WBN 1 can meet the NRC requirements in 10 CFR Part 20 and 10 CFR Part 50 Appendix I related to controlling radioactive materials in gaseous and liquid effluents produced during normal conditions, including expected occurrences.
The many NRC license amendments associated with WBN 1 tritium production are summarized below:
In License Amendment 40 (Sep 2002), the NRC originally approved WBN 1 to operate with up to 2,304 TPBARs.
Cycle 6: TVA limited the maximum number of TPBARs to be irradiated to 240 based on issues related to Reactor Coolant System (RCS) boron concentration. Approved by NRC in WBN 1 License Amendment 48 (Oct 2003).
Cycles 7 & 8: WBN 1 continued operating with 240 TPBARs.
Cycle 9: First use of TPBARs Mark 9.2 supported TVAs request to increase the maximum number of TPBARs to 400. Approved by NRC in WBN 1 License Amendment 67 (Jan 2008)
Cycle 10: TVA reduced the number of TPBARs irradiated to 240 after discovering that the Mark 9.2 TPBAR design changes deployed in Cycle 9 did not significantly reduce tritium permeation.
Cycles 11 to 14: NRC License Amendment 77 9May 2009) allowed a maximum of 704 TPBARs at WBN 1. TVA chose to irradiate only 544 TPBARs in Cycles 11 and 12, increasing to 704 TPBARs for Cycles 13 & 14.
Cycles 15 & beyond: NRC License Amendment 107 (Aug 2016) allows a maximum of 1,792 TPBARs at WBN 1.
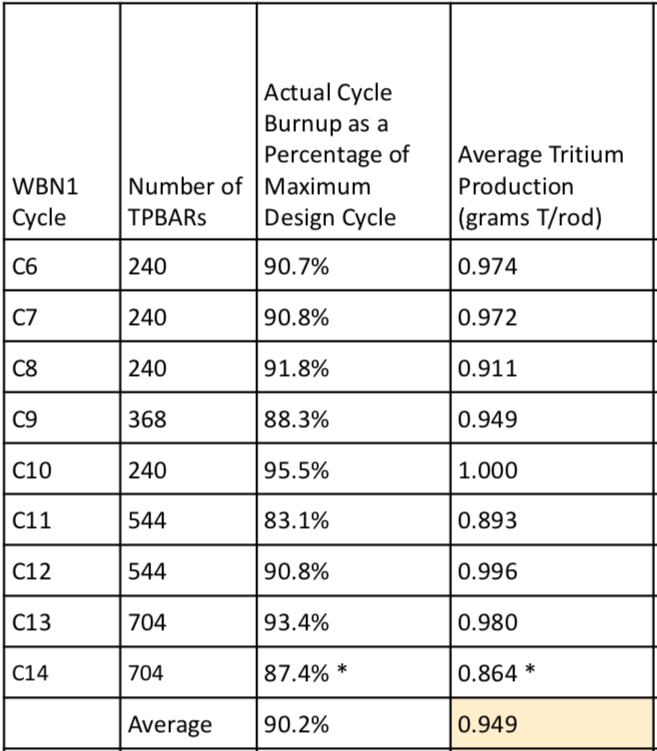
The actual number of TPBARs and the average tritium production per TPBAR during WBN 1 Cycles 6 to 14 are summarized in the 2017 PNNL presentation, “Tritium Production Assurance,” and are reproduced in the following table.
Tritium production, WBN 1 Cycles 6 to 14 (Cycle 14, completed in 2011, is an estimate). Source: PNNL, Tritium Production Assurance, 11 May 2017
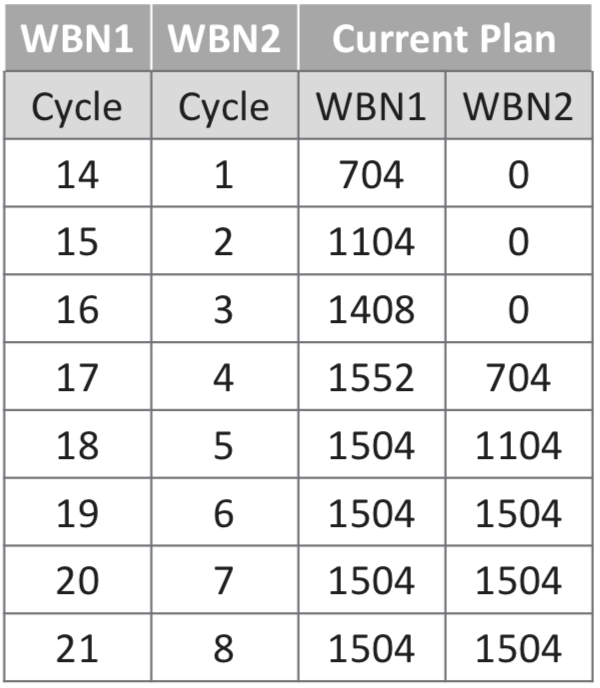
The current tritium production plan continues irradiation in WBN 1 and starts irradiation in Watts Bar Unit 2 (WBN 2) in Cycle 4, which will start after the spring 2022 refueling. Tritium is assumed to be delivered six months after the end of each cycle.
WBN 1 and WBN 2 TPBAR loading plans. Source: “Tritium Production Assurance”, report of the PNNL Tritium Focus Group, Richland, WA, May 11, 2017
As of early 2020, TVA and DOE are not delivering the quantity of tritium expected by NNSA. In July 2019, DOE and NNSA delivered their “Fiscal Year 2020 – Stockpile Stewardship and Management Plan” to Congress. In this plan, the top-level goal was to “recapitalize existing infrastructure to implement a plan to produce no less than 80 ppy (plutonium pits per year) by 2030.” To meet this goal, NNSA set a target for increasing tritium production to 2,800 grams per two 18-month reactor cycles of production at TVA by 2027. This means two TVA reactors will be producing tritium, and each will have a target of about 1,400 grams per cycle. This will be quite a challenge for TVA and DOE.
5.4 Where will the uranium fuel for the TVA reactors come from?
The tritium-producing TVA reactors are committed to using unobligated LEU fuel. That means that the uranium is not encumbered by international obligations that restrict its use for peaceful purposes only. Unobligated uranium has a very special pedigree. The uranium originated from U.S. mines, was processed in U.S. facilities, and was enriched in an unobligated U.S. enrichment facility.
Today, that front-end of the U.S. nuclear fuel cycle has withered against international competition, as shown in the following chart from the Energy Information Administration (EIA).
Since the U.S. has not had an unobligated uranium enrichment facility since 2013, when the Paducah enrichment plant was closed by the Obama administration, there currently is no source of new unobligated LEU for the tritium-producing TVA reactors.
The impending shortage of unobligated enriched uranium eventually could affect tritium production, Navy nuclear reactor operation and other users. This matter has been addressed by the GAO in their 2018 report GAO-18-126, “NNSA Should Clarify Long-Term Uranium Enrichment Mission Needs and Improve Technology Cost Estimates,” which is available here:
The solution could be a mixture of measures, some of which are discussed briefly below.
Downblend unobligated HEU to buy time
Currently, the LEU for the TVA reactors is supplied from the U.S. inventory of unobligated LEU, which is supplemented by downblending unobligated HEU. In September 2018, NNSA awarded Nuclear Fuel Services (NFS) a $505 million contract to downblend 20.2 metric tons of HEU to produce LEU, which can serve as a short-term source of fuel for the tritium-producing TVA reactors. This contract runs from 2019 to 2025. Beyond 2025, additional HEU downblending may be needed to sustain tritium production until a longer-term solution is in place.
Build a new unobligated uranium enrichment facility and re-build the associated domestic uranium mining, milling and conversion infrastructure
NNSA is in the process of selecting the preferred technology for a new unobligated enrichment plant. There are two competing enrichment technologies: the Centrus AC-100 large advanced gas centrifuge and the Oak Ridge National Laboratory small advanced gas centrifuge, both of which are designed to enrich gaseous uranium hexafluoride (UF6).
NNSA failed to meet its goal of making the selection by the end of 2019. Regardless of the choice, it will take more than a decade to deploy such a facility. Perhaps a mid-2030’s date would be a possible target for initial operation of a new DOE uranium enrichment facility.
In the meantime, the atrophied / shutdown US uranium mining, milling and conversion industries need to be rebuilt to once again establish a reliable, domestic source of feed material for DOE’s uranium enrichment operations. This will be a daunting task given the current sad state of the US uranium production industry.
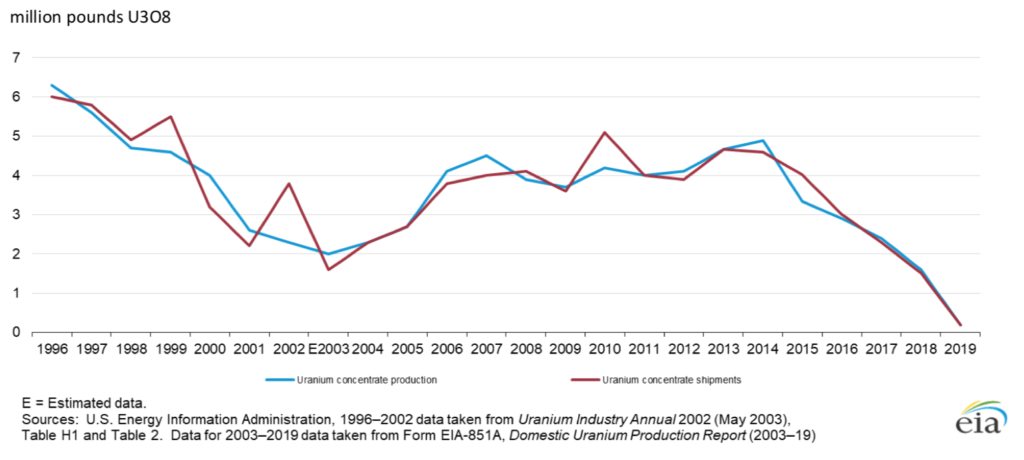
In May 2020, the US Energy Information Administration (EIA) released its 2019 Domestic Uranium Production Report. Mining uranium ore or in-situ leaching from underground uranium ore bodies, followed by the production of uranium (U3O8) concentrate (”yellowcake”), are the first steps at the front-end of the nuclear fuel cycle. The following EIA summary graphic shows the decline of US uranium production, which has been especially dramatic since 2013.
US uranium (U3O8) concentrate production and shipments, 1996–2019. Source: EIA
A key point reported by the EIA was that total US production of uranium concentrate from all domestic sources in 2019 was only 170,000 pounds (77,111 kg) of U3O8, 89% less than in 2018, from six facilities. In the graphic, you can see that US annual production in 1996 was about 35 times greater, approximately 6,000,000 pounds (2,721,554 kg). This EIA report is available at the following link: https://www.eia.gov/uranium/production/annual/
Conversion of U3O8 to UF6 is the next step in the front-end of the nuclear fuel cycle. Honeywell’s Metropolis Works was built in 1958 to produce UF6 for US government programs, including the nuclear weapons complex. Therefore, the Metropolis Works should be an unobligated conversion plant and, as such, is an important facility in the nuclear fuel cycle for the US tritium production reactors operated by TVA. In 2020, the Metropolis Works is the only US facility that can receives uranium ore concentrate and convert it to UF6.
In 1968, Metropolis Works began selling UF6 on the commercial nuclear market. However, since 2017, operations at the Metropolis Works have been curtailed due to weak market conditions for its conversion services and Honeywell has maintained the facility in a “ready-idle” status. In March 2020, the NRC granted the Metropolis Works a 40-year license renewal, permitting operations until March 24, 2060. When demand resumes, the Metropolis Works should be ready to resume operation.
Recognizing the US national interest in having a viable industrial base for the front-end of the nuclear fuel cycle, President Trump established a Nuclear Fuel Working Group in July 2019. On 13 April, 2020, the DOE released the “Strategy to Restore American Nuclear Energy Leadership,” which, among other things, includes recommendations to strengthen the US uranium mining and conversion industries and restore the viability of the entire front-end of the nuclear fuel cycle. You’ll find this DOE announcement and a link to the full report to the President here: https://www.energy.gov/articles/secretary-brouillette-announces-nuclear-fuel-working-groups-strategy-restore-american
Reprocess enriched DOE and naval fuel spent fuel
A large inventory of aluminum clad irradiated fuel exists at SRS, with a smaller quantity at INL. The only operating chemical separations (reprocessing) facility in the U.S. is the H-Canyon facility at SRS, which can only process aluminum clad fuel. However, the cost to operate H-Canyon to process the aluminum-clad fuel would be high.
There is a large inventory of irradiated, zirconium-clad naval fuel at INL. This fuel started life with a uranium enrichment level of 93% or higher. In 2017, INL completed a study examining the feasibility of processing zirconium-clad spent fuel through a new process called ZIRCEX. This process could enable reprocessing the spent naval fuel stored at INL as well as other types of zirconium-clad fuel.
In 2018, the U.S. Senate approved $15 million in funding for a pilot program at the INL to “recycle” irradiated (used) naval nuclear fuel and produce high-assay, low-enriched uranium (HALEU) fuel with an enrichment between 5% to 20% for use in “advanced reactors.” It seems that a logical extension would be to also produce LEU fuel to a specification that could be used in the TVA reactors.
In 2018, Idaho Senator Mike Crapo made the following report to the Senate: “HEU repurposing, from materials like spent naval fuel, can be done using hybrid processes that use advanced dry head-end technologies followed by material recovery, which creates the fuel for our new advanced reactors. Repurposing this spent fuel has the potential of reducing waste that would otherwise be disposed of at taxpayer expense, and approximately 1 metric ton of HEU can create 4 useable tons (of HALEU) for our new reactors.”
Perhaps there is a future for closing the back-end of the naval fuel cycle and recovering some of the investment that went into producing the very highly enriched uranium used in naval reactors. Because of the high burnup in long-life naval reactors, the resulting HALEU or LEU will have different uranium isotopic proportions than LEU produced in the front-end of the fuel cycle. This may introduce issues that would have to be reviewed and approved by the NRC before such LEU fuel could be used in the TVA reactors.
Other options
More information on options for obtaining enriched uranium without acquiring a new uranium enrichment facility is provided in Appendix II of GAO-18-126.
5.5 Where will the enriched lithium-6 target material come from?
A reliable source of lithium-6 target material is needed to produce the TPBARs for TVA’s tritium-producing reactors.
The U.S. has not had an operational lithium-6 production facility since 1963 when the last COLEX (column exchange) enrichment line was shutdown. COLEX was one of three lithium enrichment technologies employed at the Y-12 Plant in Oak Ridge, TN between 1950 and 1963. The others technologies were ELEX (electrical exchange) and OREX (organic exchange). All of these processes used large quantities of mercury. At the time lithium-6 enrichment operations ceased at Y-12, a stockpile of enriched lithium-6 and lithium-7 had been established along with a stockpile of unprocessed natural lithium feed material.
There has been a continuing decline in the national inventory of enriched lithium-6. To extend the existing supply, NNSA has instituted a program to recover and recycle lithium components from nuclear weapons that are being retired from the stockpile.
In May 2017, Y-12 lithium activities were adversely affected by the poor physical condition (and partial roof collapse) of the WW II-vintage Building 9204-2 (Beta 2).
Shortly thereafter, NNSA announced the approval of plans for a new Lithium Production Facility at Y-12 to replace Building 9204-2. The NNSA’s Fiscal Year 2020 – Stockpile Stewardship and Management Plan set an operational date of 2030 for the new facility.
5.6 Where is the tritium recovered?
Tritium is extracted from the irradiated TPBARs, purified and loaded into reservoirs at the Savannah River Site (SRS). These functions are performed by “Savannah River Tritium Enterprise” (SRTE), which is the collective term for the tritium facilities, people, expertise, and activities at the SRS.
The first load of irradiated TPBARs were consolidated at Watts Bar and delivered to SRS in August 2005 for storage pending completion of the new Tritium Extraction Facility (TEF). The TEF became fully operational and started extracting tritium from TPBARs in January 2007. The tritium extracted at TEF is transferred to the H Area New Manufacturing (HANM) Facility for purification. In February 2007, the first newly-produced tritium was delivered to the SRS Tritium Loading Facility for loading into reservoirs for nuclear weapons.
From 2007 until 2017, the TEF conducted only a single extraction each year because of the limited quantities of TPBARs being irradiated in the TVA reactors. During this period, the TEF sat idle for nine months each year between extraction cycles.
In 2017, for the first time, the TEF performed three extractions in a single year using the original vacuum furnace. Each extraction typically involved 300 TPBARs.
In November 2019, SRTE’s capacity for processing TPBARs and recovering tritium was increased by the addition of a second vacuum furnace.
6. Conclusions
In their “Fiscal Year 2020 – Stockpile Stewardship and Management Plan,” the NNSA’s top-level goal is to “recapitalize existing infrastructure to implement a plan to produce no less than 80 ppy (plutonium pits per year) by 2030.” This goal will drive tritium production demand, which in turn will drive demands for unobligated LEU to fuel TVA’s tritium-producing reactors and enriched lithium-6 for TPBARs.
The U.S. nuclear fuel cycle for the production of tritium currently is incomplete. It is able to produce tritium by using temporary measures that are not sustainable:
Downblending HEU to produce LEU
Recycling tritium as the primary means for meeting current demand
Recycling lithium components
The next 15 years will be quite a challenge for the NNSA, DOE and TVA as they work to reestablish a complete, modern nuclear fuel cycle for tritium production. There are several milestones on the critical path that would adversely impact tritium production if they are not met on schedule:
Higher tritium production goals for the TVA reactors: deliver 2,800 grams of tritium per two 18-month reactor cycles of production in TVA reactors by 2027
New Lithium Facility at Y-12 operational by 2030
New uranium enrichment facility operational, perhaps by the mid-2030s
There is a general lack of redundancy in the existing and planned future nuclear fuel cycle for tritium production. This makes tritium production vulnerable to a major outage at a single non-redundant facility.
“National Nuclear Security Administration Needs to Ensure Continued Availability of Tritium for the Weapons Stockpile,” Report GAO-11-100, General Accounting Office, October 2010: https://www.gao.gov/assets/320/311092.pdf
Sean Johnson, “Making the invisible engineer visible: DuPont and the recognition of nuclear expertise,” Technology and Culture, Volume 52, Number 3, July 2011, pp. 548-573: https://muse.jhu.edu/article/447781/pdf
For more information on Cold War-era Hanford tritium production:
Johnson AB, Jr., TJ Kabele, and WE Gurwell, “Tritium Production from Ceramic Targets: A Summary of the Hanford Coproduct Program,” BNWL-2097, Pacific Northwest National Laboratory, 1976: https://www.osti.gov/servlets/purl/7125831
Johnson AB, Jr., TJ Kabele, and WE Gurwell, “Tritium Production from Ceramic Targets: A Summary of the Hanford Coproduct Program,” BNWL-2097, Pacific Northwest National Laboratory, 1976: https://www.osti.gov/servlets/purl/7125831
In 2015, I compiled the first edition of a resource document to support a presentation I made in August 2015 to The Lyncean Group of San Diego (www.lynceans.org) commemorating the 60thanniversary of the world’s first “underway on nuclear power” by USS Nautilus on 17 January 1955. That presentation to the Lyncean Group, “60 years of Marine Nuclear Power: 1955 –2015,” was my attempt to tell a complex story, starting from the early origins of the US Navy’s interest in marine nuclear propulsion in 1939, resetting the clock on 17 January 1955 with USS Nautilus’ historic first voyage, and then tracing the development and exploitation of marine nuclear power over the next 60 years in a remarkable variety of military and civilian vessels created by eight nations.
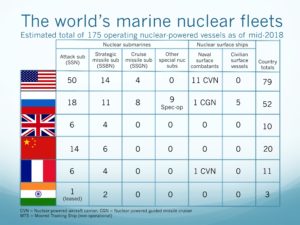
Here’s a quick overview of worldwide marine nuclear in 2018.
Source: two charts by author
In July 2018, I finished a complete update of the resource document and changed the title to, “Marine Nuclear Power: 1939 –2018.” Due to its present size (over 2,100 pages), the resource document now consists of the following parts, all formatted as slide presentations:
Part 1: Introduction
Part 2A: United States – Submarines
Part 2B: United States – Surface Ships
Part 3A: Russia – Submarines
Part 3B: Russia – Surface Ships & Non-propulsion Marine Nuclear Applications
Part 4: Europe & Canada
Part 5: China, India, Japan and Other Nations
Part 6: Arctic Operations
The original 2015 resource document and this updated set of documents were compiled from unclassified, open sources in the public domain.
I acknowledge the great amount of work done by others who have published material in print or posted information on the internet pertaining to international marine nuclear propulsion programs, naval and civilian nuclear powered vessels, naval weapons systems, and other marine nuclear applications. My resource document contains a great deal of graphics from many sources. Throughout the document, I have identified the sources for these graphics.
You can access all parts of Marine Nuclear Power: 1939 – 2018 here:
I hope you find this resource document informative, useful, and different from any other single document on this subject. Below is an outline to help you navigate through the document.
Outline of Marine Nuclear Power: 1939 – 2018.
Part 1: Introduction
Quick look: Then and now
State-of-the-art in 1955
Marine nuclear propulsion system basics
Timeline
Timeline highlights
Decade-by-decade
Effects of nuclear weapons and missile treaties & conventions on the composition and armament of naval fleets
Prospects for 2018 – 2030
Part 2A: United States – Submarines
Timeline for development of marine nuclear power in the US
US current nuclear vessel fleet
US naval nuclear infrastructure
Use of highly-enriched uranium (HEU) in US naval reactors
Development of the uranium-thorium fuel cycle in the U.S began in the late 1940s, encouraged by the abundance of thorium, the ability to convert thorium into fissile uranium during reactor operation, and the prospects for a closed fuel cycle with good economics. The commercial potential of thorium has yet to be realized.
Today, there is renewed interest in thorium as an abundant, cheap nuclear fuel source that can be employed in the context of a variety of proliferation-resistant nuclear fuel cycles.
1. In the beginning:
Alvin Weinberg is generally considered in the U.S. to be “father” of the pressurized water reactor (PWR), which has become the dominant type of nuclear reactor employed in commercial power generation and in naval reactors. On 18 September 1944, Weinberg first described the basis for a PWR, with ordinary water as both coolant and moderator operating at high pressure, and producing steam for power production.
Dr. Alvin Weinberg. Source: Oak Ridge National Laboratory
On 10 April 1946, Weinberg and F. H. Murray (Oak Ridge, Clinton Laboratory) published, “High-Pressure Water as a Heat-Transfer Medium in Nuclear Power Plants,” in which the design characteristics of a water-cooled and moderated PWR were presented. Interestingly, this PWR concept had a thorium-converter core, which used 233U as the fissile “seed” and thorium as the fertile “blanket” to breed more 233U during reactor operation. This was similar in concept to the thorium-breeder core installed in the Shippingport commercial power reactor nearly 30 years later under the Department of Energy’s (DOE) Light Water Breeder Reactor (LWBR) Program.
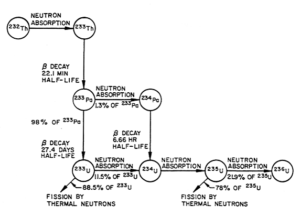
The neutron absorption and decay chains for converting natural thorium (232Th) into fissile uranium (233U and 235U) are shown in the following diagram.
Source: WAPD-TM-1387
Production of 233U through the neutron irradiation of 232Th invariably produces small amounts of 232U as an impurity (not shown in the above diagram), because of parasitic (n,2n) reactions on 233U itself, or on Pa233(protactinium), or on 232Th. The decay chain of 232U quickly yields strong gamma radiation emitters. This characteristic is one aspect of the proliferation resistance of thorium fuel cycles.
2. Early commercial power reactors with thorium-converter cores
In the U.S., thorium-converter cores were operated in five commercial power reactors between 1962 and 1989:
A brief overview of these commercial power reactors follows. In retrospect, none would be judged as commercial successes.
Indian Point 1 thorium-converter Core 1 (1962 – 1974)
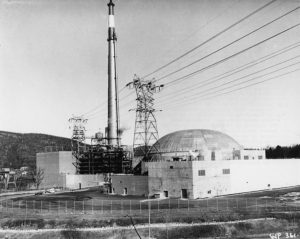
The first commercial use of a thorium-converter “seed-and-blanket” core was in the Indian Point 1 pressurized water reactor designed by Babcock & Wilcox. Construction started in New York in May 1956 and the plant was commissioned in October 1962.
Indian Point 1, circa 1963. Source: USDOE, https://commons.wikimedia.org/
Indian Point 1 nuclear plant cross-section. Source: Atomic Power Review, http://atomicpowerreview.blogspot.com/2013/02/carnival-145.html
Indian Point 1 was one of very few nuclear plants to incorporate fossil fired superheat to supplement the reactor power. In the cross-section view above, you can see the two oil-fired superheaters placed between the reactor and the turbine generator. In its original configuration, Indian Point 1 had a net electrical output of 255 MWe, of which 104 MWe was derived from the fossil-fired superheaters.
Core 1 was rated at 585 MWt. This was the only thorium converter core; highly-enriched (93%) 235U was used as the seed material. This core consisted of 120 fuel assemblies arranged in three concentric zones, each with differing UO2– ThO2ratios. The central zone had the lowest uranium content. Core loading was about 1,300 kg (2,425 pounds) of UO2(1,100 kg of U-235) and 17,207 kg (37,935 pounds) of ThO2.
The zoned core and fuel element layout are shown below.
Source: Directory of Nuclear Reactors, Volume IV, Power Reactors, International Atomic Energy Agency, 1962
Subsequent cores used low-enriched UO2fuel and were rated at a somewhat higher power, 615 MWt. Core 2 was installed between the last quarter of 1965 and the first quarter of 1966, after three years of operation on the thorium-converter Core 1. With the all-UO2Core 2, the plant’s net electrical output was raised to 265 MWe.
Seventeen tons of stainless steel-clad thorium oxide pellet fuel from Core 1 were reprocessed at the privately owned and operated Nuclear Fuel Services plant at West Valley, New York. This was the first commercial spent fuel reprocessing plant in the U.S.
The Indian Point 1 nuclear plant was shutdown in October 1974, after 12 years of operation.
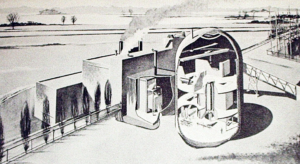
Elk River thorium-converter core (1964 – 1968)
This small boiling water reactor (BWR) demonstration plant was developed by Allis-Chalmers and built in Minnesota. The reactor core, which was rated at 58.2 MWt, was a highly-enriched (93%) 235U / thorium converter. Core loading was about 208 kg (459 pounds) of UO2and 4,300 kg (9,480 pounds) of ThO2in 148 fuel assemblies.
Like Indian Point 1, Elk River incorporated fossil fired superheat to supplement the reactor power. The plant’s total thermal power was 73 MWt, yielding a net electrical output of 22 MWe. The general plant layout is shown below.
The Elk River nuclear plant only operated from 1 July 1964 to 1 February 1968. Subsequently, the plant was decommissioned. Some of the spent nuclear fuel was sent to the Trisaia facility in southern Italy for reprocessing as part of a thorium fuel cycle research program supported by the Italian National Committee for Nuclear Energy. This pilot plant was operated during 1970s to process the uranium-thorium cycle fuels
Shippingport Light Water Breeder Reactor (LWBR, 1977 – 1982)
The LWBR Program, which was run for the Department of Energy (DOE) by the Office of Naval Reactors, was conducted to demonstrate the capability of the 233U/ thorium fuel system for use in a breeder reactor core that could be deployed in conventional light water reactor plants. The LWBR core was installed in the Shippingport reactor and started operation in the fall of 1977. Operation with the LWBR core finished on October 1, 1982.
Considerable experience was gained in fabricating the fuel for the LWBR core. This reactor used 233U / thorium instead of 235U / thorium as used in the Indian Point 1 and Elk River thorium converter cores. The 233U needed for the LWBR was recovered from previously irradiated thorium using existing PUREX reprocessing equipment, which was designed for recovering uranium, but was not suitable for thorium recovery. About 1,100 kg (2,425 pounds) of 233U was processed in pilot-plant scale equipment at Oak Ridge National Laboratory (ORNL) to produce the reactor-grade UO2needed for the LWBR core. Fortunately, the 232U content of the uranium (note: 232U is a byproduct formed during thorium irradiation) was less than 10 ppm and remotely operated facilities with heavy shielding were not required to protect against high-energy gamma radiation from the 232U decay chain.
The basic LWBR seed-and-blanket core layout is shown in the following diagram:
Source: INEEL/EXT-98-00799, Rev. 1, “Fuel Summary Report: Shippingport Light Water Breeder Reactor,” January 1999
LWBR fuel modules consisted of a hexagonal seed module inside an annular blanket module. The movable seed modules started life below the blanket modules and traveled vertically upward through the hexagonal passages in the blanket modules during core life. Core reactivity was controlled by changing the axial position of seed modules within the surrounding blanket modules, thus eliminating parasitic loss of neutrons to conventional poison control rods.
In the March 1986 report, “Shippingport Operations With the Light Water Breeder Reactor Core,”WAPD-TM-1542, Bettis Atomic Power Laboratory reported the following results:
“The Shippingport Station during LWBR operation demonstrated flexibility and load change response characteristics superior to those found in non-nuclear steam generating stations and the availability of the LWBR reactor compared very favorably with conventional light water reactors. The core operated for five years accumulating 29,047 effective full power hours (EFPH), far beyond the design goal of 15,000 EFPH. At the end of this period, the core was removed and the spent fuel shipped to the Naval Reactors Expended Core Facility in Idaho for a detailed examination to verify core performance, including an evaluation of breeding characteristics.”
Westinghouse reported the breeding performance of the reactor as follows (WAPD-T-3007, October 1993):
“Nondestructive assay of 524 fuel rods and destructive analysis of 17 fuel rods determined that 1.39% more fissile fuel was present at the end of core life than at the beginning, thereby establishing that breeding had occurred. Successful LWBR power operation to over 160% of design lifetime demonstrated the performance capability of this fuel system.”
Three U.S. HTGRs and two German HTGRs have operated with U-Th coated particle fuel.
Peach Bottom 1 (1967 – 1974)
40 MWe General Atomics HTGR operated in Pennsylvania
Used highly-enriched 235U / thorium fuel in the form of microspheres of mixed thorium-uranium carbide coated with pyrolytic carbon. These microspheres were embedded in annular graphite segments that were arranged into fuel elements.
Fort St. Vrain (1976 – 1989)
330 MWe General Atomics HTGR operated in Colorado
Used highly-enriched 235U / thorium fuel in the form of TRISO and BISO microspheres coated with pyrolytic carbon, which were embedded in a graphite matrix and placed in prismatic graphite fuel elements. The TRISO fuel particles were highly-enriched 235U and the BISO fuel particles were thorium.
Almost 25 tonnes (25,000 kg, 55,155 pounds) of thorium was used in fuel for the reactor.
Thorium High Temperature Reactor (THTR, 1983 – 1989)
300 MWe pebble-bed reactor operated in Germany.
AVR (1967 – 1988)
15 MWe pebble-bed reactor operated in Germany.
AVR was the first reactor based on the circa 1945 – 46 concept of the “Daniels Pile” by Farrington Daniels, the inventor of pebble bed reactors.
In the U.S., General Atomics originally planned to have HTGR spent fuel reprocessed to recover useful material, including 233U, which would have been recycle in HTGR fuel. The planned back-end of the fuel cycle included a step to separate the TRISO and BISO particles, thereby simplifying the downstream reprocessing steps for uranium and thorium.
No commercial HTGRs were built in the U.S. after Fort St. Vrain and the back-end of the HTGR U-Th fuel-cycle was never developed. Spent fuel from the operating U.S. HTGRs was not reprocessed. DOE took title to the spent fuel and became responsible for managing its temporary storage at the Fort St. Vrain site.
3. Reprocessing spent uranium – thorium fuel *
By the early 1950s, several kilograms of purified 233U had been recovered from experimental lots of irradiated thorium, and two chemical processing flowsheets based on solvent extraction techniques had been developed and tested in small-scale operations.
The THOREX process was developed in the mid-1950s for reprocessing 233U – thorium fuel. By the mid-to-late 1950s, the THOREX Pilot Plant Demonstration Program had been completed, and 35 tons of irradiated thorium metal had been processed in a facility with a throughput of 150 to 200 kg of thorium per day to recover 55 kg of purified 233U. The principal emphasis was on demonstrating the THOREX flowsheet, defining flowsheet capabilities, and identifying problem areas in the reprocessing of spent U-Th fuel.
During the 1960s, approximately 870 tons of thorium (primarily as ThO2) was irradiated. This thorium was then processed in production scale equipment to recover 1.4 tons of purified233U. The large-scale programs at Savannah River Plant (SRP) and Hanford utilized either the THOREX Flowsheet or a modified version of it (i.e., the Acid THOREX flowsheet) to effect the separation and recovery of 233U and thorium.
In the late 1970s, a total of 28 metric tons of fabrication scrap generated during the preparation of LWBR fuel was recycled in large-scale solvent extraction facilities to recover the 233U. The ability to dissolve advanced ThO2-containing fuels was an important step in demonstrating the reprocessing of spent fuel in a U-Th fuel cycle.
The DOE HTGR Fuel Recycle Program supported research and development for reprocessing HTGR fuel, focusing on small, engineering-scale tests. No pilot- or full-scale reprocessing facility was built.
In April 1977, President Carter terminated federal support for reprocessing in an attempt to limit the proliferation of nuclear weapons material. The U.S. nuclear fuel cycle became the once-through fuel cycle we have today.
Alvin Radkowsky, who was recruited by Admiral Rickover in 1947, later served as the Chief Scientist of the Naval Reactors program. He was responsible for originating and assisting in the development of two reactor concepts for which he was awarded the Navy’s Distinguished Civilian Award (the highest non-military award) in 1954 and the Atomic Energy Commission (AEC) Citation (1963):
Burnable poison, which is important to all nuclear power plants for managing long-term reactivity control, and is especially important for enabling very long life naval reactor cores.
Seed and blanket reactor core, which consists of a highly enriched fuel “seed” section surrounded by a “blanket” of fertile natural uranium. The blanket generates more than half of the reactor power and has a very long life relative to the “seed” section, which is replaced more frequently.
Alvin Radkowsky receives award from Admiral Hyman Rickover. A diagram of the Shippingport reactor with a seed-and-blanket core is in the background. Source: Thorium Power, Inc.
With the encouragement of Edward Teller, Alvin Radkowsky developed a long-standing interest in the use of thorium in nuclear reactors as a means to improve resistance to the proliferation of nuclear material suitable for making weapons. He held several patents in the field, which he assigned to the company he helped found in 1992, Thorium Power, Inc.
The Radkowsky Thorium Reactor concept developed by Alvin Radkowsky and Thorium Power makes use of a seed-and-blanket geometry with low-enriched (< 20%) 235U as the initial fissile seed material and thorium as the fertile blanket material. Unlike Indian Point 1 and the LWBR, which separated the seed and blanket elements into zones in the core, the RTR implements the seed-and-blanket concept at the level of individual fuel assemblies that are designed to replace the fuel assemblies in existing reactors, but require a complex process to manage fuel during refueling outages. Radkowsky described his RTR fuel design concept as follows:
“Basically, seeds are treated similarly to the standard PWR assemblies. i.e., approximately one-third of seeds are replaced annually by “fresh” seeds, and the remaining two-thirds (partially depleted) seeds are reshuffled. Each seed is loaded into an “empty” blanket, forming a new fuel type. These new fuel type (fresh) assemblies are reshuffled together with partially depleted SBU (seed-blanket) assemblies to form a reload configuration for the next cycle.……..the Th-blanket in-core residence time is quite long (about 10 years), while the uranium part of the SBU (seed) is replaced on a annual (or 18 month) basis, similar to standard PWR fuel management practice.”
You can read his paper entitled, “Thorium Fuel for Light Water Reactors – Reducing Proliferation Potential of Nuclear Power Fuel Cycle,”here:
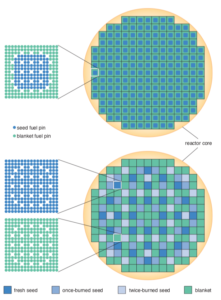
The RTR seed-and-blanket fuel assembly concept and the simpler zoned seed-and-blanket core concept are well illustrated in the following figure from an article by Mujid S. Kazimi entitled, “Thorium Fuel for Nuclear Energy.” The RTR core and the seed-and-blanket arrangement of the fuel rods in an individual fuel assembly are shown at the top of the diagram. A more conventional seed-and-blanket core with separate seed and blanket assemblies is shown at the bottom of the diagram.
You can read Mujid Kazimi’s complete article on the American Scientist website here:
The September / October 1997 issue of the The Bulletin of the Atomic Scientists contains an article by John S. Friedman entitled, “More power to thorium?” in which the author offered the following comments on the RTR:
“The Radkowsky design avoids recycling by envisioning a complex fuel core in which uranium “seeds” enriched to about 20 percent uranium 235 are kept separate from a surrounding thorium-uranium “blanket.” The uranium 235 produces the neutrons that sustain the chain reaction while slowly creating uranium 233 in the blanket. As burnup continues, the newly created uranium 233 picks up an increasingly greater share of the fission load.”
“As in any uranium-fuel reactor, the uranium portion of the core would produce plutonium, but in lesser quantities than in a conventional reactor and with far higher isotopic contamination (from Pu-238, which is a strong alpha radiation emitter). The latter characteristic would make the plutonium even less desirable for weapons than is ordinary reactor-grade plutonium, argues Radkowsky. That would make his reactor exceptionally unattractive to would-be weapons makers. Although uranium 233 can be used for weapons, it too would be isotopically contaminated (from U-232, which is a strong, high-energy gamma radiation emitter), making its use in weapons unlikely.”
“The main selling point of the Radkowsky concept, according to Grae, is that the reactor ‘helps sever the link between nuclear power generation and nuclear weapons.’ The new reactor, he says, will help fulfill the mandate of the Nuclear Non-Proliferation Treaty, which calls not only for a halt in the proliferation of nuclear weapons, but also for the transfer of peaceful nuclear technology.”
You can read John Friedman’s complete article here:
Thorium Power, Inc. has worked with Kurchatov Institute, Brookhaven National Laboratory and others to design and analyze the use of hexagonal RTR-type thorium-plutonium fuel assemblies that could replace the standard fuel assemblies in Russian-designed VVER-1000 PWRs. Analysis in 2001 indicated that large quantities of weapons-grade plutonium could be consumed over the 40 year operating life of a VVER-1000 reactor.
5. Molten salt thorium reactors
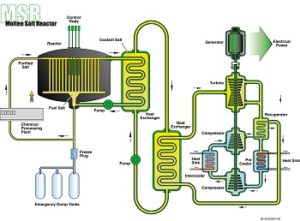
Molten salt reactors (MSRs) use molten fluoride salts as the primary coolant. The main MSR concept is to have the fuel dissolved in the coolant as a fuel salt that is continuously circulated through the primary system and into a “reactor vessel” where a controlled criticality is maintained to produce useful power. The system operates at high temperature and low pressure. The MSR concept could include provisions for on-line cleanup and reprocessing of the circulating fuel salt.
In the U.S., the DOE conducted an MSR program from 1957 to 1976. The small 8 MWt test reactor known as Molten Salt Reactor Experiment (MSRE) ran two campaigns at ORNL; the first campaign (1965 – 68) ran with 235U and the second campaign (1968 – 1969) ran with imported (not bred) 233U. Thorium was not used in MSRE.
MSRE demonstrated the feasibility of the MSR concept and provided the technical basis for designing an MSR breeder using thorium with a graphite moderator in a core operating on thermal neutrons. The MSR breeder never got past the study phase.
The Generation IV (Gen IV) International Forum, which was initiated by the U.S. Department of Energy in 2000, has been promoting a fast-spectrum molten salt reactor (MSFR) with dissolved 233U and thorium fuel. The Gen IV MSR power system concept is shown in the following diagram. Construction and operation of any Gen IV reactor concept is decades away.
In August 2017, the Salt Irradiation Experiment (SALIENT) began operation at the Petten High Flux Reactor in the Netherlands. This is the first in-reactor experiment with molten salt in about 40 years. SALIENT will conduct tests on thorium molten salt in an actual reactor environment. The results of the SALIENT tests are intended to support future development of a European MSR thorium breeder reactor. You can read the Petten announcement here:
India is the only country in the world that has established a fully committed thorium program. Because India is outside the Treaty on the Non-Proliferation of Nuclear Weapons (NPT) due to its nuclear weapons program, it was for 34 years largely excluded from trade in nuclear plants and materials, which hampered its development of civil nuclear energy. Due to this trade ban and lack of indigenous uranium, India has been developing a unique nuclear fuel cycle to exploit its reserves of thorium. India has the second largest known reserve of thorium in the world (Australia is #1). In September 2008, the international Nuclear Suppliers Group (NSG) issued a waiver, which allowed India to commence international nuclear trade. This has secured access to a uranium supply chain and opened the Indian nuclear market to various LWR commercial power plants from international suppliers.
India has developed a three-stage thorium fuel plan that involves three types of reactors and a closed nuclear fuel cycle.
Stage 1: Deployment of indigenous pressurized heavy-water reactors (PHWRs) to produce plutonium.
The PHWR designed by Bhabha Atomic Research Centre (BARC) is a horizontal pressure tube / calandria reactor using natural uranium dioxide (UO2) fuel and heavy water as moderator and coolant.
India currently operates 18 PHWRs power plants, with generating capacities between 100 to 540 MWe.
Four 700 MWe PHWRs are under construction.
At least 16 more 700 MWe PHWRs are planned.
In the mid-1990s, India began using thorium in fuel assemblies in PHWR initial cores to even out the core power distribution (flux flattening) to allow the reactor to operate at full power in its initial phase of operation.
You’ll find a detailed description of India’s PHWR here:
Stage 2: Deployment of indigenous fast-neutron reactors with blankets containing uranium and thorium to breed new fissile material (Pu and 233U).
The Prototype Fast Breeder Reactor (PFBR) designed by the Indira Gandhi Centre for Atomic Research is a sodium-cooled pool-type reactor rated at 500 MWe.
The PFBR initially will be fueled with a plutonium-uranium mixed oxide (PuO2– UO2) fuel.
PFBR is nearing completion at the Madras Atomic Power Station in Kalpakkam. Commissioning is expected in early-to-mid 2018 and commercial power generation may occur by end of 2018.
The Indian government in 2013 approved construction at Kalpakkam of fuel cycle facilities to recover plutonium and uranium, to be ready in time to process the first used fuel from the PFBR.
After PFBR, India plans to build six larger fast breeder reactors rated at 600 MWe.
You’ll find a description of the PFBR and the fast reactor fuel cycle at the following links:
Stage 3: Deployment of advanced heavy-water reactors (AHWR) designed by BARC to demonstrate commercial utilization of thorium.
The AHWR is a 300 MWe, vertical pressure tube type, boiling light water cooled, heavy water moderated reactor.
The fuel material will use Th-Pu MOX and Th-U MOX, where the uranium may be 233U or LEU 235U. Development of Th-Pu and 233U-Th MOX fuels was initiated in 2001.
The reactor is configured to obtain a significant portion of power by fission of 233U derived from in-situ conversion from 232Th. On an average, about 39% of the power will be obtained from thorium.
One AHWR prototype currently is planned. Start of construction has been delayed several times since it was first announced in 2004. Start of construction in 2018 is possible.
BARC claims that the AHWR will have a one hundred year design life.
You’ll find more information on the AHWR at the following links:
So, there you have it. Early experience with thorium fuel provided a technical proof-of-concept demonstration of thorium fueled reactors, but was not a commercial success. A complete closed fuel cycle with thorium has never been demonstrated.
The key factor driving the resurgence of international interest in thorium is the proliferation resistance of the Th-U and Th-Pu fuel cycles. The key factors driving India’s interest in thorium are the abundance of thorium and shortage of uranium in that nation coupled with India’s three-stage thorium fuel plan, which was developed to counter its long-term isolation from international trade in nuclear plants and materials as a consequence of not signing the NPT.
Work in Russia on Radkowsky Thorium Reactor (RTR) fuel elements and renewed work on a thorium molten salt reactor (MSR) in Europe certainly are encouraging. However, there’s a long road (decades) from where these projects stand today and actual thorium utilization in a commercial nuclear power plant. The most promising near-term (within a decade) demonstration of commercial utilization of thorium will be India’s AHWR and the associated thorium closed fuel cycle.


 Source: two charts by author
Source: two charts by author
 Indian Point 1, circa 1963. Source: USDOE, https://commons.wikimedia.org/
Indian Point 1, circa 1963. Source: USDOE, https://commons.wikimedia.org/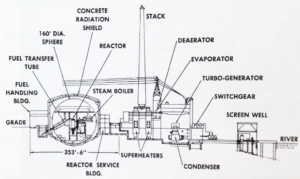 Indian Point 1 nuclear plant cross-section. Source: Atomic Power Review, http://atomicpowerreview.blogspot.com/2013/02/carnival-145.html
Indian Point 1 nuclear plant cross-section. Source: Atomic Power Review, http://atomicpowerreview.blogspot.com/2013/02/carnival-145.html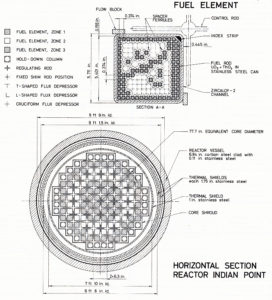
 Source: http://atomicpowerreview.blogspot.com/2011/09/apr-atomic-journal-elk-river-1.html
Source: http://atomicpowerreview.blogspot.com/2011/09/apr-atomic-journal-elk-river-1.html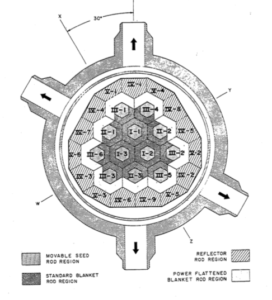
 Alvin Radkowsky receives award from Admiral Hyman Rickover. A diagram of the Shippingport reactor with a seed-and-blanket core is in the background. Source: Thorium Power, Inc.
Alvin Radkowsky receives award from Admiral Hyman Rickover. A diagram of the Shippingport reactor with a seed-and-blanket core is in the background. Source: Thorium Power, Inc.